

 Metalworking is the process of working with metals to create individual parts, assemblies, or large-scale structures. The term covers a wide range of work from large ships and bridges to precise engine parts and delicate jewelry. It therefore includes a correspondingly wide range of skills, processes, and tools.
Metalworking is the process of working with metals to create individual parts, assemblies, or large-scale structures. The term covers a wide range of work from large ships and bridges to precise engine parts and delicate jewelry. It therefore includes a correspondingly wide range of skills, processes, and tools.
Metalworking is a science, art, hobby, industry and trade. Its historical roots span cultures, civilizations, and millennia. Metalworking has evolved from the discovery of smelting various ores, producing malleable and ductile metal useful for tools and adornments. Modern metalworking processes, though diverse and specialized, can be categorized as forming, cutting, or joining processes. Today’s machine shop includes a number of machine tools capable of creating a precise, useful workpiece.
Metalworking generally is divided into the following categories, forming, cutting, and, joining. Each of these categories contain various processes.
Prior to most operations, the metal must be marked out and/or measured, depending on the desired finished product.
Combination Square Set
 Marking out (also known as layout) is the process of transferring a design or pattern to a workpiece and is the first step in the handcraft of metalworking. It is performed in many industries or hobbies, although in the repetition industries the need to mark out every individual piece is eliminated. In the metal trades area, marking out consists of transferring the engineer’s plan to the workpiece in preparation for the next step, machining or manufacture.
Marking out (also known as layout) is the process of transferring a design or pattern to a workpiece and is the first step in the handcraft of metalworking. It is performed in many industries or hobbies, although in the repetition industries the need to mark out every individual piece is eliminated. In the metal trades area, marking out consists of transferring the engineer’s plan to the workpiece in preparation for the next step, machining or manufacture.
A caliper is used to precisely measure a short length.
Calipers are hand tools designed to precisely measure the distance between two points. Most calipers have two sets of flat, perpendicular edges used for inner or outer diameter. These calipers can be accurate to within one-thousandth of an inch (25.4 μm). Different types of calipers have different mechanisms for displaying the distance measured. Where larger objects need to be measured with less precision, atape measure is often used.
Cutting processes
 Cutting is a collection of processes wherein material is brought to a specified geometry by removing excess material using various kinds of tooling to leave a finished part that meets specifications. The net result of cutting is two products, the waste or excess material, and the finished part. If this were a discussion of woodworking, the waste would be sawdust and excess wood. In cutting metals the waste is chips orswarf and excess metal.
Cutting is a collection of processes wherein material is brought to a specified geometry by removing excess material using various kinds of tooling to leave a finished part that meets specifications. The net result of cutting is two products, the waste or excess material, and the finished part. If this were a discussion of woodworking, the waste would be sawdust and excess wood. In cutting metals the waste is chips orswarf and excess metal.
Cutting processes fall into one of three major categories:
- Chip producing processes most commonly known as machining
- Burning, a set of processes wherein the metal is cut by oxidizing a kerf to separate pieces of metal
- Miscellaneous specialty process, not falling easily into either of the above categories
Drilling a hole in a metal part is the most common example of a chip producing process. Using an oxy-fuel cutting torch to separate a plate of steel into smaller pieces is an example of burning. Chemical milling is an example of a specialty process that removes excess material by the use of etching chemicals and masking chemicals.
There are many technologies available to cut metal, including:
- Manual technologies: saw, chisel, shear or snips
- Machine technologies: turning, milling, drilling, grinding, sawing
- Welding/burning technologies: burning by laser, oxy-fuel burning, and plasma
- Erosion technologies: by water jet, electric discharge, or abrasive flow machining.
Cutting fluid or coolant is used where there is significant friction and heat at the cutting interface between a cutter such as a drill or an end mill and the workpiece. Coolant is generally introduced by a spray across the face of the tool and workpiece to decrease friction and temperature at the cutting tool/workpiece interface to prevent excessive tool wear. In practice there are many methods of delivering coolant.
A CNC plasma cutting machining
Milling
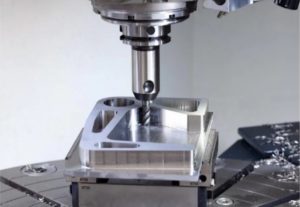 Milling is the complex shaping of metal or other materials by removing material to form the final shape. It is generally done on a milling machine, a power-driven machine that in its basic form consists of a milling cutter that rotates about the spindle axis (like a drill), and aworktable that can move in multiple directions (usually two dimensions [x and y axis] relative to the workpiece). The spindle usually moves in the z axis. It is possible to raise the table (where the workpiece rests). Milling machines may be operated manually or under computer numerical control (CNC), and can perform a vast number of complex operations, such as slot cutting, planing, drilling and threading,rabbeting, routing, etc. Two common types of mills are the horizontal mill and vertical mill.
Milling is the complex shaping of metal or other materials by removing material to form the final shape. It is generally done on a milling machine, a power-driven machine that in its basic form consists of a milling cutter that rotates about the spindle axis (like a drill), and aworktable that can move in multiple directions (usually two dimensions [x and y axis] relative to the workpiece). The spindle usually moves in the z axis. It is possible to raise the table (where the workpiece rests). Milling machines may be operated manually or under computer numerical control (CNC), and can perform a vast number of complex operations, such as slot cutting, planing, drilling and threading,rabbeting, routing, etc. Two common types of mills are the horizontal mill and vertical mill.
The pieces produced are usually complex 3D objects that are converted into x, y, and z coordinates that are then fed into the CNCmachine and allow it to complete the tasks required. The milling machine can produce most parts in 3D, but some require the objects to be rotated around the x, y, or z coordinate axis (depending on the need). Tolerances are usually in the thousandths of an inch (Unit known as Thou), depending on the specific machine.
In order to keep both the bit and material cool, a high temperature coolant is used. In most cases the coolant is sprayed from a hose directly onto the bit and material. This coolant can either be machine or user controlled, depending on the machine.
Materials that can be milled range from aluminum to stainless steel and almost everything in between. Each material requires a different speed on the milling tool and varies in the amount of material that can be removed in one pass of the tool. Harder materials are usually milled at slower speeds with small amounts of material removed. Softer materials vary, but usually are milled with a high bit speed.
The use of a milling machine adds costs that are factored into the manufacturing process. Each time the machine is used coolant is also used, which must be periodically added in order to prevent breaking bits. A milling bit must also be changed as needed in order to prevent damage to the material. Time is the biggest factor for costs. Complex parts can require hours to complete, while very simple parts take only minutes. This in turn varies the production time as well, as each part will require different amounts of time.
Safety is key with these machines. The bits are traveling at high speeds and removing pieces of usually scalding hot metal. The advantage of having a CNC milling machine is that it protects the machine operator.
Turning
A lathe cutting material from a workpiece.
 Turning is a metal cutting process for producing a cylindrical surface with a single point tool. The workpiece is rotated on a spindle and the cutting tool is fed into it radially, axially or both. Producing surfaces perpendicular to the workpiece axis is called facing. Producing surfaces using both radial and axial feeds is called profiling.
Turning is a metal cutting process for producing a cylindrical surface with a single point tool. The workpiece is rotated on a spindle and the cutting tool is fed into it radially, axially or both. Producing surfaces perpendicular to the workpiece axis is called facing. Producing surfaces using both radial and axial feeds is called profiling.
A lathe is a machine tool which spins a block or cylinder of material so that when abrasive, cutting, or deformation tools are applied to the workpiece, it can be shaped to produce an object which has rotational symmetry about an axis of rotation. Examples of objects that can be produced on a lathe include candlestick holders, table legs, bowls, baseball bats, crankshafts, camshafts, and bearing mounts.
Lathes have three main components: the headstock, the carriage, and the tailstock. The headstock’s spindle secures the workpiece with achuck, whose jaws (usually three or four) are tightened around the piece. The spindle rotates at high speed, providing the energy to cut the material. While historic lathes were powered by belts from the ceiling, modern examples uses electric motors. The workpiece extends out of the spindle along the axis of rotation above the flat bed. The carriage is a platform that can be moved, precisely and independently, horizontally parallel and perpendicular to the axis of rotation. A hardened cutting tool is held at the desired height (usually the middle of the workpiece) by the toolpost. The carriage is then moved around the rotating workpiece, and the cutting tool gradually shaves material from the workpiece. The tailstock can be slid along the axis of rotation and then locked in place as necessary. It may hold centers to further secure the workpiece, or cutting tools driven into the end of the workpiece.
Other operation that can be performed with a single point tool on a lathe are:
Chamfering: Cutting an angle on the corner of a cylinder.
Parting: The tool is fed radially into the workpiece to cut off the end of a part.
Threading: A tool is fed along and across the outside or inside surface of rotating parts to produce external or internal threads.
Boring: A single-point tool is fed linearly and parallel to the axis of rotation.
Drilling: Feeding the drill into the workpiece axially.
Knurling: Produces a regular cross-hatched pattern in work surfaces intended to be gripped by hand.
Modern computer numerical control (CNC) lathes and (CNC) machining centres can do secondary operations like milling by using driven tools. When driven tools are used the work piece stops rotating and the driven tool executes the machining operation with a rotating cutting tool. The CNC machines use x, y, and z coordinates in order to control the turning tools and produce the product. Most modern day CNC lathes are able to produce most turned objects in 3D.
Materials appropriate for turning used are softer metals, although harder metals can be turned with a bit more time and effort.
The turning tool material must be harder than the material being turned in order for the process to work. Production rates for this process depend on the object being turned and the speed at which it can be done. More complex materials, therefore, will take more time.
Threading
There are many threading processes including: cutting threads with a tap or die, thread milling, single-point thread cutting, thread rolling and forming, and thread grinding. A tap is used to cut a female thread on the inside surface of a pre-drilled hole, while a die cuts a male thread on a preformed cylindrical rod.
Three different types and sizes of taps.
Grinding
A surface grinder
Grinding uses an abrasive process to remove material from the workpiece. A grinding machine is a machine tool used for producing very fine finishes, making very light cuts, or high precision forms using an abrasive wheel as the cutting device. This wheel can be made up of various sizes and types of stones, diamonds or inorganic materials.
The simplest grinder is a bench grinder or a hand-held angle grinder, for deburring parts or cutting metal with a zip-disc.
Grinders have increased in size and complexity with advances in time and technology. From the old days of a manual toolroom grinder sharpening endmills for a production shop, to today’s 30000 RPM CNC auto-loading manufacturing cell producing jet turbines, grinding processes vary greatly.
Grinders need to be very rigid machines to produce the required finish. Some grinders are even used to produce glass scales for positioning CNC machine axis. The common rule is the machines used to produce scales be 10 times more accurate than the machines the parts are produced for.
In the past grinders were used for finishing operations only because of limitations of tooling. Modern grinding wheel materials and the use of industrial diamonds or other man-made coatings (cubic boron nitride) on wheel forms have allowed grinders to achieve excellent results in production environments instead of being relegated to the back of the shop.
Modern technology has advanced grinding operations to include CNC controls, high material removal rates with high precision, lending itself well to aerospace applications and high volume production runs of precision components.
Filing
A file is an abrasive surface like this one that allows machinists to remove small, imprecise amounts of metal.
Filing is combination of grinding and saw tooth cutting using a file. Prior to the development of modern machining equipment it provided a relatively accurate means for the production of small parts, especially those with flat surfaces. The skilled use of a file allowed a machinist to work to fine
tolerances and was the hallmark of the craft. Today filing is rarely used as a production technique in industry, though it remains as a common method of deburring.

{kind=link}